全國服務(wù)熱線
400-666-4000

全國服務(wù)熱線
400-666-4000


目前在切割碳鋼厚板的小輪廓,小孔時(shí),普通激光切割收刀方法,容易使收刀部分的下部出現(xiàn)過熔現(xiàn)象.特別是厚板,嚴(yán)重影響切割質(zhì)量.客戶需要進(jìn)行二次加工,處理收刀口,導(dǎo)致加工成本上升。
碳鋼厚板切割時(shí),加工的收刀口經(jīng)常出現(xiàn)過熔現(xiàn)象,嚴(yán)重影響切割質(zhì)量。特別是板越厚,切割小孔越小,收刀口的過熔現(xiàn)象越明顯。

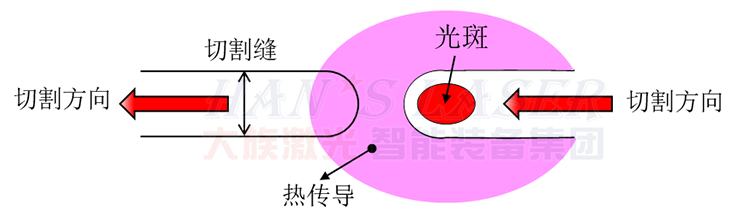
原因是切割部分發(fā)生的熱會(huì)比切割速度更快地向前傳達(dá),比光束先行的熱在到收刀口附近,由于熱傳導(dǎo)的關(guān)系,收刀口處的熱沒地方擴(kuò)散,處于高溫狀態(tài)。這時(shí)輔助氣體氧氣的供給會(huì)使收刀口激烈燃燒以致燒缺。
2.解決方案:
通過對收刀的特殊的功率控制,使收刀部部分的切割燃燒反應(yīng)更穩(wěn)定與平衡。如下是收刀控制的一些范例:
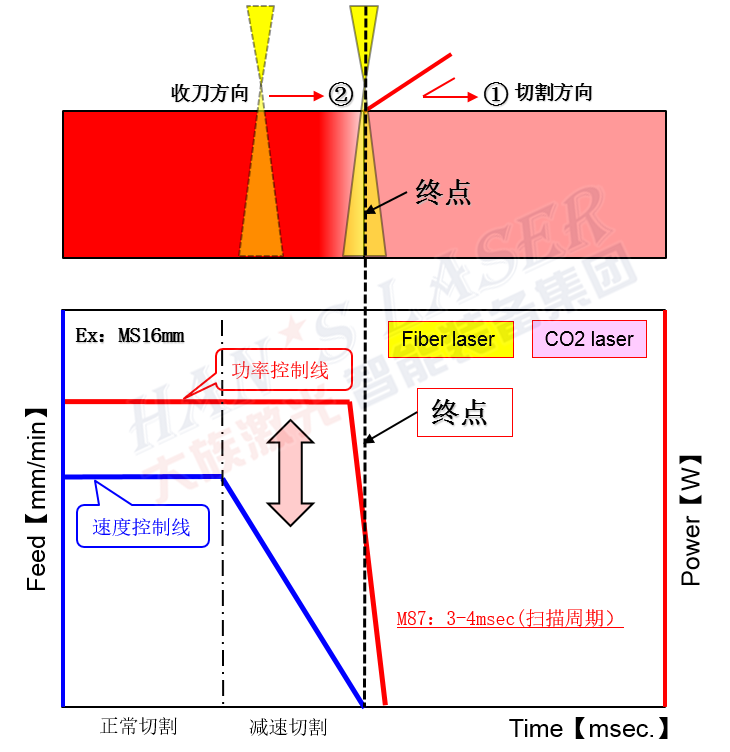
1.) 在過燒前切割停止
加微連接的長度,必須要把切割材料厚度、切割形狀、材質(zhì)、切割縫(焦點(diǎn)位置,焦距)等考慮進(jìn)去再?zèng)Q定。
2.) 入熱要減少
脈沖的切割參數(shù),包括低頻率、低占空比、低速度、低氣壓等參數(shù)都會(huì)影響入熱。
3.) 控制燃燒反應(yīng)
氧氣的燃燒反應(yīng)會(huì)大幅提高切割能力,但是,收刀口附近的熱量過剩,要在收刀口處減少燃燒反應(yīng),收刀處的切割輔助氣體換成空氣,氮?dú)獾姆椒ㄊ怯行У摹?/p>
4.) 冷狀態(tài)下加工
在功率允許的范圍內(nèi),盡量的提高切割速度(切割速度快于熱傳播速度),減少收刀部的熱量高溫集中。
碳鋼厚板切割時(shí),在收刀處經(jīng)常出現(xiàn)過熔現(xiàn)象,嚴(yán)重影響工件品質(zhì),對精密要求高的客戶來說決不容許的。PFC收刀工藝技術(shù),可以解決目前收刀過燒等問題。實(shí)現(xiàn)了小孔(0.7倍板厚)的良好收刀。